






Choosing the right material is vitally important in the construction of solar structures' rammed foundations; Because these foundations are responsible for bearing the load of the entire structure and transferring it to the ground and are exposed to direct environmental forces and temperature changes.
In the following, we will examine two popular types of knocking bases:
- Melting studs
- ST52 sheet in roll form
The use of melting studs can significantly reduce the cost of building solar structures. But does this option also meet all the requirements for a standard knockdown foundation?
For a better understanding, let's compare cast studs and roll-formed ST52:
Strength
ST52 steel has a yield strength between 315 and 355 MPa and a tensile strength between 490 and 630 MPa, while studs typically have a lower strength. This difference allows ST52 to bear more loads and have higher resistance to compressive and bending forces.
Elongation
ST52 has an elongation percentage of about 20-22%, which indicates its high flexibility. This feature makes it perform better against dynamic forces such as wind and earthquakes, as well as temperature changes, and reduces the risk of brittle failure.
The advantage of higher strength is not debatable, but it is better to talk a little more about the advantages of high Elongation in ST52 grade foundations:
Why is high elongation important in percussion foundations?
1. Greater resistance to brittle failure
ST52 steel undergoes sudden deformations against sudden loads (such as the impact of a hammer, earthquake or strong wind) and does not break easily; While steels with low elongation may fail without warning.
2. Thermal Stress Resistance
In areas with fluctuating day and night temperatures, due to its high toughness and elongation, ST52 steel can absorb these stresses without causing cracks, breaks or permanent deformation.
3. Better dimensional stability in heat and cold
Due to less elongation, studs suffer more distortion or internal stress against temperature changes. In contrast, ST52 has higher geometric stability with more uniform thermal behavior and prevents unwanted warping or bending.
4. Reducing the possibility of cracking in the cold
At low temperatures, low-quality or low-elongation steels may become brittle. But ST52 with proper microscopic structure maintains its toughness and flexibility even in the cold.
conclusion
It can be said that the use of high-quality steel sheets with ST52 grade, in addition to having many mechanical advantages, in addition to better stability when hammering, and durability and thermal stability in environmental conditions and temperature changes, in the long term also reduces maintenance costs and increases the economic efficiency of the project.


Is it mandatory to use aluminum clamps for connecting panels to ground-mounted structures?
2025/05/17Is It Mandatory to Use Aluminum Clamps for Mounting Solar Panels on Ground Structures?
And do clamps cause panel discoloration or damage?!
Using aluminum clamps to attach solar panels to ground-mounted structures is not strictly mandatory, but it is highly recommended and widely practiced. In many projects, it is considered a technical and safety requirement.
In this article, we’ll also briefly explore the potential causes of panel discoloration.
📏 Why Use Aluminum Clamps?
✅ High Mechanical Strength
Clamps hold panels firmly in place, preventing movement or vibrations caused by wind or seismic activity.
✅ Quick and Easy Installation
They allow mounting without the need to drill into the frame or structure, streamlining installation.
✅ Panel Protection
Properly designed clamps distribute pressure evenly across the panel frame, preventing stress concentration, which can damage cells or cause discoloration at contact points.
❌ Do Clamps Cause Panel Discoloration?
Some users have raised concerns about panel discoloration due to clamps. Let’s clarify the likely causes of this issue:
⭕ Common Causes of Panel Discoloration or Damage:
❗ Use of improperly sized clamps (too small or too large)
❗ Excessive pressure on the frame – or worse, clamps mistakenly installed on the panel glass
❗ Clamping outside the manufacturer-recommended mounting zones
❗ Lack of proper washers or using dissimilar metals that can cause galvanic corrosion
✅ How to Prevent These Issues:
🟢 Ensure no direct contact between clamps and the glass or cells – they must be mounted only on the panel frame.
🟢 Use standard anodized aluminum clamps with appropriate surface treatments to prevent corrosion.
🟢 Refer to the panel manufacturer's datasheet, which typically specifies the correct mounting zones.
🟢 Apply the correct torque when tightening clamp bolts – usually between 8–12 Nm.
Conclusion:
In industrial and professional solar projects, the use of clamps is considered part of a safe and standardized structural design.
In smaller or custom applications, alternatives such as direct screwing or custom brackets may be used, but only with proper engineering approval – and generally not recommended.
If clamps are selected and installed correctly based on the above guidelines, issues such as discoloration or damage are highly unlikely.

"Ground-Mounted Structure Design for Bifacial Solar Panels: Key Considerations and Common Mistakes"
2025/04/27Introduction
Bifacial solar panels, capable of absorbing light from both sides, are increasingly used in modern solar power plants. These panels can boost energy yields by 5% to 25%. However, achieving the full potential of this technology relies heavily on the correct design of the supporting structures.
In this article, we explore key design considerations and common mistakes in the ground-mounting of bifacial solar panels.
Why Proper Structure Design Matters for Bifacial Panels
In bifacial panels, the rear side plays a significant role in light absorption. Reflected light from the ground (albedo) can contribute an additional 10% to 20% energy production — but only if the structure is designed to allow optimal light exposure. Poor structural design can negate this advantage entirely.
Common Mistake: Using Traditional Monofacial Structures
Many projects still use standard mounting systems designed for monofacial panels. This approach not only reduces overall efficiency but can also lead to uneven energy generation, the formation of hotspots, and in extreme cases, fire hazards and reduced panel lifespan.
Best Practices for Optimized Bifacial Structure Design
- Avoid Shading
The structure should be designed to expose the rear side of the panel to as much reflected light as possible.
✔ Structural contacts should only touch the panel's frame.
✔ Avoid horizontal crossbars beneath the active cell area. - Appropriate Installation Height
Increasing the panel's height above ground (typically between 80 cm and 120 cm) enhances the rear side’s exposure to ground-reflected light, boosting energy gains. - Optimizing Ground Surface (Albedo)
Surfaces like white gravel or geotextile coverings increase reflection and improve bifacial performance. - Proper Tilt Angle and Row Spacing
A tilt angle of about 30° to 35° is optimal. Adequate row spacing is crucial to prevent shading at different times of the day. - Reinforced Structures for Heavier Panels
Bifacial panels are approximately 10% to 12% heavier than monofacial ones. Therefore, supporting structures must be reinforced.
Although this may increase structural costs by 20% to 40%, it only adds about 6% to 8% to the total project cost — an investment easily offset by the improved energy yield.
Good Design = Faster ROI
Every percentage point of optimization in bifacial structure design directly impacts the system's overall performance and payback period. Projects that applied correct structural designs have reported up to 20% higher energy production.
Conclusion
Designing structures for bifacial panels is not just mechanical engineering — it’s a critical factor in maximizing the efficiency, sustainability, and profitability of a solar system.
Attention to details such as shading, installation height, ground surface characteristics, and proper structural choices is a smart investment that pays back multiple times over the system’s lifetime.
(Including an Overview of 10 Promising Locations for Solar Power Plant Development Based on Solar Irradiance Levels)
Abstract:
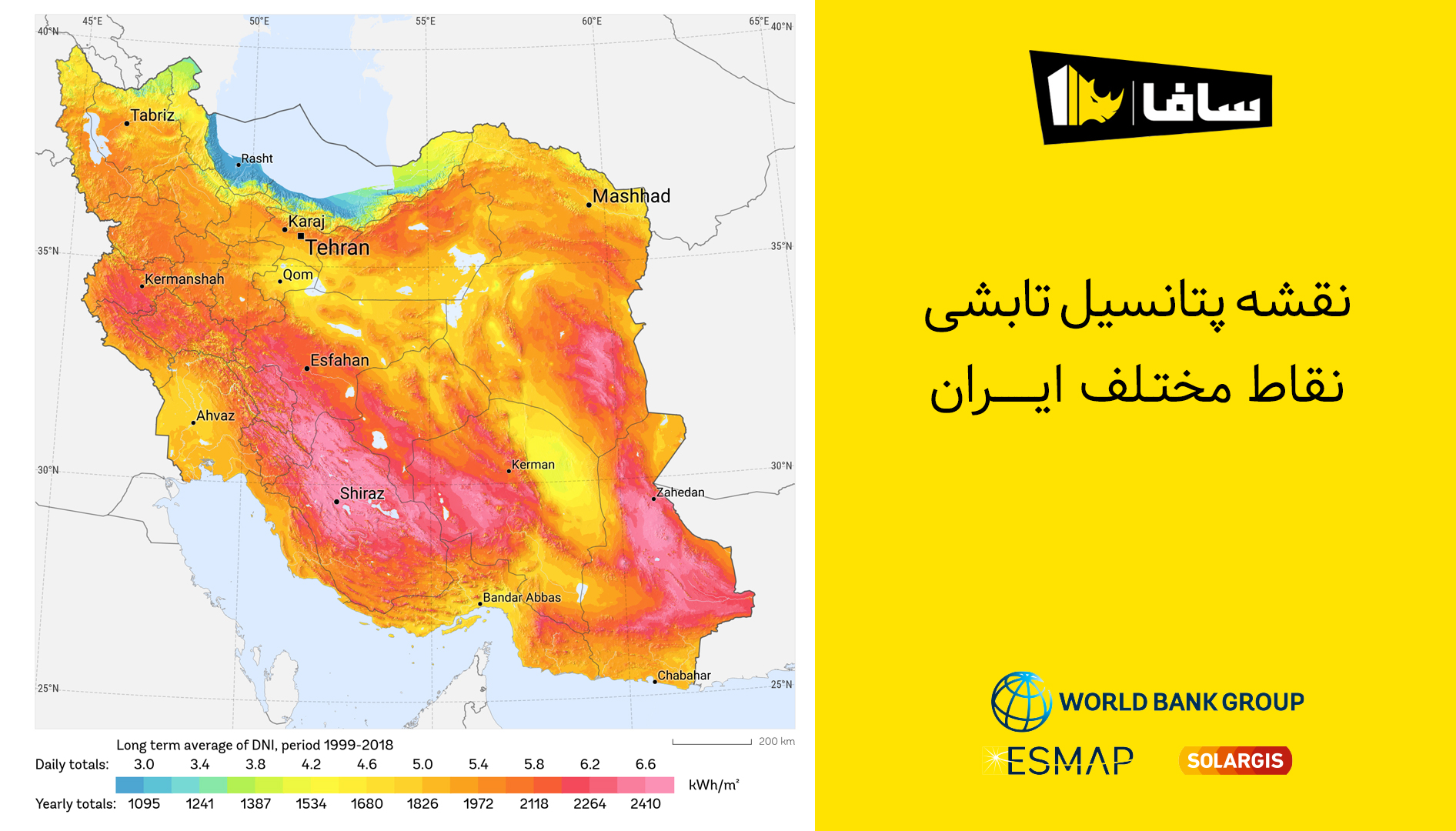
Due to its geographical location and favorable climatic conditions, Iran is considered one of the countries with high potential in the field of solar energy. This article explores the solar irradiance potential across different regions of the country. Studies indicate that many parts of Iran—especially in the central and southern regions—benefit from high solar irradiance, making them ideal for solar energy production. Given this significant potential, Iran could meet a substantial portion of its energy demand through solar power plants.
Introduction:
In recent years, solar energy has emerged as one of the primary and most sustainable renewable energy sources across the globe. This form of energy is particularly advantageous in regions with high solar irradiance, offering immense potential for electricity generation and meeting energy needs. Iran, with more than 300 sunny days per year and high solar exposure, provides ideal conditions for harnessing solar energy.
Iran’s Solar Irradiance Potential:
Located within the Earth’s solar belt, Iran receives considerable solar radiation. The average daily solar irradiance exceeds 5 kWh/m²/day in most parts of the country, with some areas reaching over 6 kWh/m²/day. According to data from the Renewable Energy and Energy Efficiency Organization of Iran (SATBA), central, eastern, and southern regions show the highest irradiance potential—suitable for the deployment of solar power plants. Conversely, northern regions experience lower solar exposure due to high humidity and frequent rainfall.
Solar Irradiance and the PSH Parameter:
One of the key metrics for assessing solar energy potential is Peak Sun Hours (PSH), representing the number of equivalent full sun hours per day. For instance, Tehran records a PSH of approximately 5.4 hours, indicating favorable conditions for photovoltaic (PV) installations. This figure is higher in southern provinces such as Kerman, Yazd, and Fars, while northern areas receive less solar radiation due to weather patterns.
Considerations in Solar System Design:
When designing solar energy systems, it is crucial to consider system efficiency and energy losses during the conversion process. Given that PV panel efficiency is below 100%, the generated energy must exceed the average daily consumption for effective utilization. Additionally, the diurnal variation in solar radiation—with peak levels at noon and lower levels in the morning and evening—must be factored into system and equipment design.
Top 10 Iranian Provinces with High Potential for Solar Power Plant Construction:
- Kerman:
With solar irradiance ranging from 5.5 to 6.2 kWh/m²/day, Kerman is among the top provinces for solar energy deployment. Its dry climate and clear skies make it highly suitable for large-scale solar projects. - Yazd:
Receiving 5.4 to 5.9 kWh/m²/day of solar radiation, Yazd enjoys abundant sunlight and extended sunny days, offering ideal conditions for solar energy development. - Sistan and Baluchestan:
As the province with the highest solar irradiance in Iran (5.8 to 6.3 kWh/m²/day), and a hot, dry climate, this region—particularly near the borders with Afghanistan and Pakistan—presents significant opportunities for solar power plants. - South Khorasan:
With 5.2 to 5.8 kWh/m²/day, this eastern province benefits from minimal humidity and clear skies, making it highly favorable for solar energy applications. - Fars:
Fars receives 5.2 to 5.7 kWh/m²/day of solar energy. Its vast, suitable land and favorable climate make it a strategic choice for solar plant construction. - Hormozgan:
Located in southern Iran’s tropical zone, Hormozgan benefits from 5.3 to 5.8 kWh/m²/day, positioning it well for large-scale solar installations. - Markazi (Central Province):
With an irradiance of 5.0 to 5.4 kWh/m²/day and long sunny periods, Markazi offers excellent potential for solar energy development. - Kermanshah:
This western province records 4.9 to 5.3 kWh/m²/day. Particularly in the west and southwest, semi-arid conditions support efficient solar energy generation. - Isfahan:
With 5.1 to 5.5 kWh/m²/day of solar radiation and vast land areas with clear skies, Isfahan is well-suited for the installation of solar power systems. - Chaharmahal and Bakhtiari:
Situated in central Iran, this province records 4.8 to 5.2 kWh/m²/day, especially in southern and western regions, and is becoming a promising candidate for solar power plant development.
Conclusion:
With high solar radiation across most of its territory, Iran holds significant potential for solar energy utilization. By analyzing solar irradiance and PSH values across the country, a clear map of prime locations for solar power plants can be drawn. This clean energy source can supply a large portion of the country’s energy needs and contribute to sustainable development and reduced environmental impact from fossil fuels. Ultimately, Iran has the opportunity to become a leading producer of renewable energy by leveraging its solar potential and meeting a substantial share of its energy demand through solar resources.
Sources:
The data used in this article is derived from the Global Solar Atlas, supported by the ESMAP program of the World Bank and developed by Solargis. It provides high-resolution data on solar resources and photovoltaic power potential across the globe.


Specialized Steels for Specific Environments
2024/11/06Specialized Steels for Specific Environments
Without a doubt, one of the most fundamental elements in the construction of civil and industrial structures is high-quality steel, which possesses the necessary strength and resistance to withstand various stresses, the high weight of the structure, and diverse environmental conditions. However, a crucial question that needs to be addressed is where and for which projects, and to what extent, each type of steel should be considered. The success of civil and industrial projects hinges on the appropriate and correct use of the required materials. Choosing the right steel for a project, especially in environments with specific climatic conditions, is one of the most important decisions that affects the lifespan and performance of the structure.
In our country, due to the diverse climate and weather conditions, we must have different operational solutions for various projects in different locations. For each project, we must provide the required materials with precision and careful calculation to ensure the strength of structures in all civil and industrial projects.
In this article, we will examine the types of steel suitable for different climatic conditions and help you choose the best option. So, as always, stay with SAFA.
Factors Affecting Steel Selection
Choosing the right steel for a project is a very important decision that directly impacts the performance, durability, and final cost of the structure. Several factors are involved in this selection, and a deep understanding of them is essential for informed decision-making. In the following, we will examine three main factors affecting steel selection:
1. Weather Conditions
Weather conditions are one of the most significant factors influencing the choice of steel. Fluctuations in temperature, humidity, precipitation, wind, solar radiation, and air pollution can severely affect the corrosion and deterioration of steel.
Temperature: Extreme temperature changes can induce thermal stresses in steel, leading to cracking and failure. Steels selected for regions with large temperature variations must have high thermal resistance.
Humidity: High humidity provides a suitable environment for the growth of bacteria and fungi, which, in addition to humidity itself, can create specific environmental conditions that accelerate the corrosion process of steel. Moreover, humidity, combined with air and air pollutants, increases the corrosion rate.
Precipitation: Acid rain and precipitation containing corrosive chemicals can severely damage the steel surface and cause corrosion.
Wind: Strong winds carrying abrasive particles such as heavy pollutants, sand, and dust can damage the steel surface and cause abrasion.
Solar radiation: Direct sunlight can increase the temperature of steel and cause significant problems with the mechanical properties of steel in the long term.
Air pollution: Air pollutants such as acid gases, sea salts, and other suspended particles can cause steel corrosion.
2. Type of Structure
The type of structure and its application is very important in selecting steel. The steel used in each structure, depending on the load, working environment, and operating conditions, requires specific mechanical and chemical properties.
Buildings: For buildings, high-strength, tough, and corrosion-resistant steels are selected. The type of steel used in different buildings such as residential, commercial, and industrial buildings varies. However, all of them must have high strength against weight and high pressure.
Bridges: Bridges are subjected to dynamic loads and corrosive environments. Therefore, steels with high strength, high toughness, and good resistance to fatigue and rust are suitable for use in the construction of various types of bridges.
Tanks: Tanks are used to store various materials such as water, chemicals, and oil. The steel used in tanks must have good resistance to corrosion, internal pressure, and high temperature.
Marine structures: Marine structures are exposed to corrosive marine environments. Therefore, stainless steels or steels with suitable protective coatings are selected for these structures.
3. Surrounding Environment
The environment in which steel is placed has a significant impact on the choice of steel type. The presence of corrosive chemicals, acidic or alkaline soils, contact with seawater, and other environmental factors can cause steel corrosion.
Environments with high levels of pollution: In corrosive environments such as refineries, chemical plants, and wastewater treatment plants, highly corrosion-resistant steels such as stainless steels are selected.
Acidic or alkaline soils: Acidic or alkaline soils can cause steel corrosion. For structures located in these types of soils, steels with suitable protective coatings should be used.
Seawater and pools: Seawater contains various salts that cause rapid corrosion of steel. Additionally, the presence of chlorine and minerals in pool water can accelerate the rusting process of steel. Therefore, for such structures, stainless steels or steels with suitable protective coatings should be selected.
Types of Specific Environments
Since selecting the appropriate steel for a project, especially in environments with specific weather conditions, is a critical engineering decision that affects the lifespan, performance, and safety of the structure, we will now examine in more detail the types of steel suitable for various weather conditions separately.
1. Normal Climate
Mild carbon steel: Due to its affordable price and good mechanical properties, this type of steel is widely used in indoor and outdoor structures with moderate climates. However, its resistance is limited in corrosive environments. However, the cases mentioned for such a situation are for an environment where the overall conditions are such that the climate is normal and ordinary on most days of the year.
Low-alloy steel: Adding alloying elements such as copper, nickel, and chromium to mild carbon steel increases its corrosion resistance and strength. This type of steel is more suitable for structures exposed to various stresses and rust.
2. Hot and Dry Climate
Austenitic stainless steel: Due to its unique and special crystalline structure, this type of steel has very high resistance to corrosion and oxidation at high temperatures. This type of steel is suitable for applications such as chemical storage tanks, industrial equipment in hot and dry areas, and some building components in such areas.
Galvanized steel: By creating a protective layer on the steel surface, it protects against any dryness and high temperatures of such areas. This type of steel is very suitable for lightweight metal structures, roof coverings, and railings in hot and dry areas.
3. Hot and Humid Climate
Austenitic stainless steel: As mentioned for hot and dry climates, austenitic stainless steel is also suitable for humid environments due to its high resistance to high temperatures. In general, we recommend that you use austenitic stainless steels for projects that are implemented in specific areas with very hot climates.
Steel with organic coatings: Organic coatings such as paint and resin create a protective layer on the steel surface that protects it from moisture, ultraviolet radiation, and other environmental factors. These coatings are widely used to protect steel structures in humid environments.
4. Cold and Dry Climate
Low-alloy steel: Adding specific alloying elements to mild carbon steel increases its resistance to low temperatures and sudden temperature changes. This type of steel is suitable for structures located in cold regions.
Galvanized steel: Galvanized coating prevents the steel from freezing and cracking and is an ideal option for metal structures in cold regions.
5. Cold and Humid Climate
Duplex stainless steel: This type of steel is a combination of austenitic and ferritic properties and has very high resistance to a wide range of corrosion, including pitting and crevice corrosion. It is suitable for applications such as chemical storage tanks, marine equipment, and offshore structures in cold and humid regions.
Steel with organic coatings: Organic coatings, along with other protective measures such as the use of sacrificial anodes, can protect steel from corrosion in cold and humid environments.
6. Environments with High Dust Levels
Galvanized steel: The galvanized protective layer prevents wear and corrosion caused by suspended particles in the air.
Powder-coated steel: Powder coatings have very high resistance to abrasion and corrosion and are suitable for structures exposed to heavy particle abrasion.
7. Stormy and Turbulent Environments
High-strength steel: To withstand the forces caused by strong winds, high-strength steel is used. This type of steel also has good resistance to fatigue.
Strong welded connections: Strong welded connections increase the structure's resistance to dynamic forces.
8. Earthquake-prone areas
High-ductility steel: Steels with high ductility and flexibility increase the ability to absorb energy from earthquakes and prevent the sudden failure of the structure and skeleton.
Flexible connections: The use of flexible connections allows the structure to move in response to vibrations and prevents damage caused by the failure of the structure.
SAFA: A Producer of Steel Products Tailored to All Your Needs
Selecting the right steel for each project requires a careful assessment of environmental conditions, the type of structure, and the forces acting on it. Engineers and contractors of various industrial and civil projects must, based on these factors and using their knowledge and experience, use the best type of steel for each project.
SAFA is always with engineers and contractors, providing expert advice in the field of construction, production, and selecting the right materials for your project needs, and providing you with the best and highest quality steel products you need.
With the advice of SAFA's expert consultants, you will no longer have any concerns about selecting the best materials needed for your projects. To contact SAFA's experts and consultants, please visit the "Contact Us" page on the SAFA website.

Steel is one of the most widely used and versatile materials in construction and industrial projects, playing a pivotal role in our daily lives. From towering skyscrapers and massive urban structures to bridges, vehicles, ships, aircraft, spacecraft, and industrial equipment, this robust alloy is ubiquitous.
Naturally, the quality, durability, and lifespan of different steels can vary significantly. This is primarily due to the fact that each type of steel is designed and manufactured for specific purposes. However, regardless of its grade or standard, every steel has a finite lifespan and will eventually deteriorate after several decades. Various environmental factors can accelerate this deterioration process, leading to irreparable damage and losses.
In this latest SAFA content, we aim to delve deep into the environmental factors that impact the lifespan of steel. By understanding these factors, we can gain a better grasp of how to protect and extend the lifespan of structures, ensuring optimal utilization of our investments. So, stay tuned.
Introduction to Environmental Factors and Their Impacts
Environmental factors refer to all elements and parameters that steel is exposed to in its operating environment. These include temperature, humidity, environmental pollutants, dust levels, and more. In the following sections, we will discuss the most significant environmental factors affecting the lifespan of steel:
- Corrosion and Rust
Corrosion is one of the primary factors contributing to the reduction of steel's lifespan. This phenomenon occurs when a metal comes into contact with an environment that allows for chemical or electrochemical reactions. As a result of these reactions, the metal gradually deteriorates and loses its mechanical properties.
How does corrosion occur? Steel corrosion typically occurs as an electrochemical reaction. In this reaction, the iron in the steel loses electrons and becomes an iron ion. The released electrons move towards the cathode, where they react with oxygen and water to form iron hydroxide (rust).
Types of Steel Corrosion
- Uniform Corrosion: The most common type, where the entire metal surface is affected uniformly.
- Galvanic Corrosion: Occurs when two dissimilar metals are in contact with each other in the presence of an electrolyte (like saltwater). The more active metal acts as an anode and corrodes, while the nobler metal acts as a cathode and resists corrosion.
- Pitting Corrosion: Involves the formation of small, deep pits on the metal surface that gradually grow and penetrate deeper into the metal. This type of corrosion is highly dangerous as it is not easily detectable from the outside and can lead to sudden structural failure.
- Stress Corrosion Cracking: Occurs when a metal is under mechanical stress and exposed to a corrosive environment. This combination causes tiny cracks in the metal, accelerating the corrosion process.
- Intergranular Corrosion: Corrosion occurs at the grain boundaries of the metal, commonly observed in stainless steels. This type of corrosion is due to the difference in chemical composition between the grain boundaries and the grain interior.
Consequences of Corrosion Damage to Steel
- Reduced mechanical strength: The reduction in metal thickness and the formation of pits decrease the structural strength of the component.
- Reduced lifespan: Corrosion gradually degrades the metal, shortening the service life of the structure.
- Increased maintenance costs: To prevent complete structural failure, continuous repairs and maintenance are required, resulting in significant costs.
- Safety hazards: Corrosion can cause cracks and sudden structural failure, leading to personal injury and financial loss.
- The Impact of Temperature on Steel Lifespan
Temperature is a critical environmental factor significantly influencing the lifespan of steel. Fluctuations in temperature can directly affect a steel's mechanical properties, thereby altering its resistance to corrosion and other forms of degradation.
How Temperature Affects Steel
Crystal Structure Alteration: As temperature changes, the crystalline structure of steel can also change. This structural transformation results in variations in the mechanical properties of the steel.
Modified Deformation Mechanisms: At elevated temperatures, deformation mechanisms like slip and twinning become more facile.
Enhanced Atomic Diffusion: Increased temperature accelerates the diffusion rate of atoms within the crystal lattice, hastening processes like corrosion and creep.
Effects of High Temperatures
Reduced Mechanical Strength: Elevated temperatures cause steel atoms to gain kinetic energy, leading to increased interatomic distances and weaker bonds. Consequently, the steel's strength and hardness diminish.
Creep: At high temperatures, steel undergoes gradual deformation over time, a phenomenon known as creep. Creep can lead to permanent deformation and eventual structural failure.
Oxidation: High temperatures accelerate oxidation reactions, forming oxide layers on the steel's surface. These oxide layers can be brittle and reduce the steel's stress resistance.
[Image: A graph showing the decrease in tensile strength of steel with increasing temperature]
Effects of Low Temperatures
Embrittlement: As temperature decreases, steel becomes more brittle, reducing its impact resistance. This is particularly pronounced in low-alloy and carbon steels.
Reduced Toughness: Toughness is a material's ability to absorb energy before fracture. At lower temperatures, steel's toughness decreases, increasing the likelihood of sudden failure.
Consequences of Temperature-Induced Damage
Creep and Permanent Deformation: High-temperature creep can lead to dimensional changes, reduced strength, and eventual failure of structures.
Reduced Fatigue Resistance: Elevated temperatures decrease steel's resistance to cyclic loading (fatigue), increasing the risk of crack initiation and catastrophic failure.
Oxidation and Rust: High temperatures accelerate oxidation, forming rust layers that weaken the steel.
Changes in Magnetic Properties: Some steels lose their magnetic properties at high temperatures, affecting the performance of devices that rely on these properties.
Embrittlement and Increased Brittleness: Low temperatures make steel more brittle, increasing the risk of sudden fracture, especially at impact loads.
Reduced Toughness: Lower temperatures decrease steel's ability to absorb energy before failure.
Dimensional Changes: Temperature variations can cause dimensional changes in steel, leading to thermal stresses within structures.
Consequences of Sudden Temperature Changes (Thermal Shock)
Thermal Cracking: Rapid temperature changes can induce severe thermal stresses, resulting in thermal cracks.
Buckling: In some cases, thermal shock can cause structural members to buckle.
Thermal Fatigue: Repeated and rapid temperature changes can lead to thermal fatigue, eventually causing failure.
- Humidity and its Impact on Steel
Humidity is one of the most significant environmental factors that directly affects corrosion and, consequently, the lifespan of steel. Acting as an electrolyte, humidity accelerates the chemical reactions that lead to corrosion.
How Does Humidity Affect Steel?
Formation of Galvanic Cells: In the presence of moisture, the steel surface divides into small galvanic cells. In these cells, certain areas act as anodes (where the metal oxidizes) and others as cathodes (where oxygen is reduced).
Dissolved Oxygen: Humidity allows oxygen to dissolve on the steel surface, intensifying corrosion reactions.
Ionic Conductivity: Moisture acts as a conductive medium, enabling the rapid movement of ions produced during corrosion reactions across the steel surface.
Factors Exacerbating Humidity-Induced Corrosion
Contaminants: Salts, acids, bases, and other contaminants can dramatically accelerate corrosion in the presence of moisture.
Temperature Fluctuations: Frequent temperature changes induce thermal stresses in steel, promoting cracking and providing pathways for moisture penetration.
Moisture-Trapping Areas: Corners, crevices, and gaps where moisture can accumulate are particularly susceptible to corrosion.
Consequences of Humidity-Induced Corrosion
Rust Formation: The most visible consequence is the formation of rust, an iron oxide that weakens the steel.
Reduced Mechanical Strength: Rust reduces the thickness of the steel and creates pits, compromising its mechanical strength.
Degradation of Protective Coatings: Moisture can degrade protective coatings, exposing the underlying steel to the corrosive environment.
Accelerated Corrosion: Humidity accelerates various corrosion mechanisms, including pitting and stress corrosion cracking.
- The Impact of pH on Steel Corrosion
pH is a measure of how acidic or basic a substance is, ranging from 0 to 14. A pH below 7 indicates an acidic solution, while a pH above 7 indicates a basic or alkaline solution. A pH of 7 is neutral. The pH of an environment significantly influences the rate and type of corrosion on steel.
How pH Affects Steel
Acidic Environments: In acidic environments, hydrogen ions (H+) are dominant. These ions aggressively attack iron, forming iron ions and releasing hydrogen gas. This process accelerates corrosion.
Alkaline Environments: In alkaline environments, hydroxide ions (OH-) are dominant. These ions react with iron ions to form iron hydroxide (rust). Although the corrosion rate is generally slower in alkaline environments compared to acidic ones, it can still cause significant damage to steel over time.
Factors Exacerbating pH Effects
Chloride Ions: Chloride ions can break down protective oxide layers, accelerating corrosion. A common example is the corrosion of reinforcing bars and ladders in swimming pools.
Other Corrosive Ions: Sulfate, nitrate, and other corrosive ions can also increase corrosion rates.
Temperature Changes: Temperature fluctuations can affect the rate of chemical reactions and, consequently, the corrosion rate.
Consequences of pH-Induced Corrosion
Increased Corrosion Rate: In both acidic and alkaline environments, steel corrodes faster compared to neutral conditions (pH=7).
Altered Corrosion Type: The type of corrosion also changes with pH. For instance, uniform corrosion is more common in acidic environments, while pitting corrosion is more prevalent in alkaline environments.
Protective Coating Degradation: Acidic and alkaline environments can degrade protective coatings, exposing the underlying steel to the corrosive environment.
- The Impact of Pollutants on Steel Corrosion
Pollutants, both natural and man-made, are foreign substances introduced into the environment that can significantly accelerate and alter the corrosion of steel. These pollutants can be in the form of gases, liquids, or solids.
How Pollutants Affect Steel
pH Alteration: Many pollutants can change the pH of the environment, making it either acidic or alkaline. Both conditions accelerate corrosion.
Galvanic Cell Formation: Certain pollutants can react with steel, creating galvanic cells that lead to localized corrosion.
Protective Coating Degradation: Many pollutants can degrade protective coatings, exposing the underlying steel to the corrosive environment.
Catalyzing Corrosion Reactions: Some pollutants can act as catalysts, speeding up corrosion reactions.
Types of Pollutants and Their Effects
Salts: Salts like sodium chloride (table salt) can significantly accelerate corrosion. Chloride ions can penetrate protective layers and cause pitting corrosion.
Acids: Acids present in acid rain, industrial wastewater, and other sources can directly attack steel, causing severe corrosion and damage.
Bases: Bases like ammonia can react with certain steel alloys, leading to corrosion.
Corrosive Gases: Gases such as sulfur dioxide (SO2), nitrogen dioxide (NO2), and hydrogen sulfide (H2S) can react with steel in the presence of moisture, causing corrosion.
Particulate Matter: Airborne particles like dust, soot, and ash can settle on steel surfaces and act as catalysts for corrosion reactions.
Consequences of Pollutant-Induced Corrosion
Reduced Mechanical Strength: Pollutants can create pits, cracks, and weaken the steel structure, reducing its mechanical strength.
Reduced Lifespan: Corrosion caused by pollutants can gradually reduce the thickness of the steel, significantly shortening its lifespan.
Increased Maintenance Costs: To prevent complete structural failure, continuous repairs and maintenance are required, leading to significant costs.
Safety Hazards: Corrosion caused by pollutants can lead to sudden structural failure, posing safety risks.
Degradation of Protective Coatings: Many pollutants can degrade protective coatings, exposing the underlying steel to the corrosive environment.
Aesthetic Damage: Corrosion caused by pollutants can alter the appearance of steel, making it unsightly.
- Types of Mechanical Stresses
Mechanical stresses are one of the most significant factors affecting the lifespan of steel. These stresses can arise from various sources such as loading, deformation, welding, cutting, and more.
Types of Mechanical Stresses and Their Effects
Tensile Stress: This type of stress stretches the steel and, if it exceeds the steel's tolerance, can lead to cracks and eventual failure.
Compressive Stress: This stress compresses the steel and, if excessive, can cause plastic deformation and a reduction in strength.
Shear Stress: This stress causes layers of steel to slide relative to each other and, if excessive, can result in cracks and failure.
Fatigue Stress: Repeated and cyclic stresses can create fatigue cracks in steel, which grow over time and eventually lead to failure.
How Mechanical Stresses Affect Steel
Crack Propagation: Mechanical stresses can initiate and propagate small cracks in steel. Over time, these cracks grow larger under repeated stress and eventually lead to failure.
Plastic Deformation: Mechanical stresses exceeding the elastic limit of steel cause permanent plastic deformation, which can reduce the steel's mechanical properties.
Creep: At elevated temperatures and under constant load, steel undergoes slow deformation, a phenomenon known as creep. Creep can lead to permanent deformation and failure.
Factors Affecting Steel's Sensitivity to Mechanical Stresses
Steel Composition: The chemical composition of steel determines its mechanical properties and, consequently, its sensitivity to mechanical stresses.
Structural Defects: The presence of structural defects such as impurities, voids, and microcracks in steel can increase its susceptibility to mechanical stresses.
Environmental Conditions: Humidity, temperature, and the presence of corrosive chemicals can affect steel's resistance to mechanical stresses.
Type of Loading: The type of loading (static, cyclic, impact) and the rate at which the load is applied affect the steel's sensitivity to mechanical stresses.
Consequences of Mechanical Stress on Steel
Sudden Failure: Excessive stress can cause steel to fail suddenly without warning, leading to significant damage and loss of life.
Fatigue: Cyclic stresses create fatigue cracks that grow over time and eventually lead to failure.
Reduced Structural Reliability: Mechanical stresses can reduce the reliability of a structure, increasing the likelihood of failure.
Increased Maintenance Costs: To prevent structural failure, regular inspections and repairs are necessary, increasing costs.
Reduced lifespan: Mechanical stresses can significantly shorten the lifespan of a structure.
- Direct Sunlight Exposure
Direct sunlight is another significant factor affecting the lifespan of steel. The thermal energy from sunlight and the resulting temperature fluctuations cause thermal stresses and accelerate corrosion processes in steel, reducing its useful life.
How Does Direct Sunlight Affect Steel?
Thermal Stresses: Temperature variations caused by sunlight lead to the expansion and contraction of steel. If these temperature changes occur suddenly or frequently, thermal stresses are induced in the steel, leading to cracks and deformation.
Heat-Induced Corrosion: The high temperature caused by sunlight can accelerate corrosion reactions. Especially in humid environments, the combination of heat and moisture intensifies corrosion.
Degradation of Protective Coatings: Direct sunlight can degrade protective coatings such as paint and metal coatings, exposing the steel to direct environmental factors.
Consequences of Damage to Steel Due to Direct Sunlight
Reduced Mechanical Strength: Thermal stresses and corrosion caused by sunlight can reduce the mechanical strength of steel.
Deformation: Frequent temperature changes cause permanent deformation in steel.
Reduced Lifespan: Sunlight can significantly reduce the useful life of steel structures.
Increased Maintenance Costs: To prevent structural failure, regular repairs and maintenance are necessary, which incur significant costs.
Summary and Conclusion
We have discussed several factors that reduce the lifespan of steel and examined the effects of each on the physical properties of steel. By understanding these factors, we can better understand how to protect and extend the life of structures. Consultants and experts at SAFA are always by your side to help you achieve the best results in your construction and industrial projects. By providing expert technical guidance, we can help turn your dreams into reality. You can click on the relevant link to receive free advice from our experts and consultants and share your concerns with us.
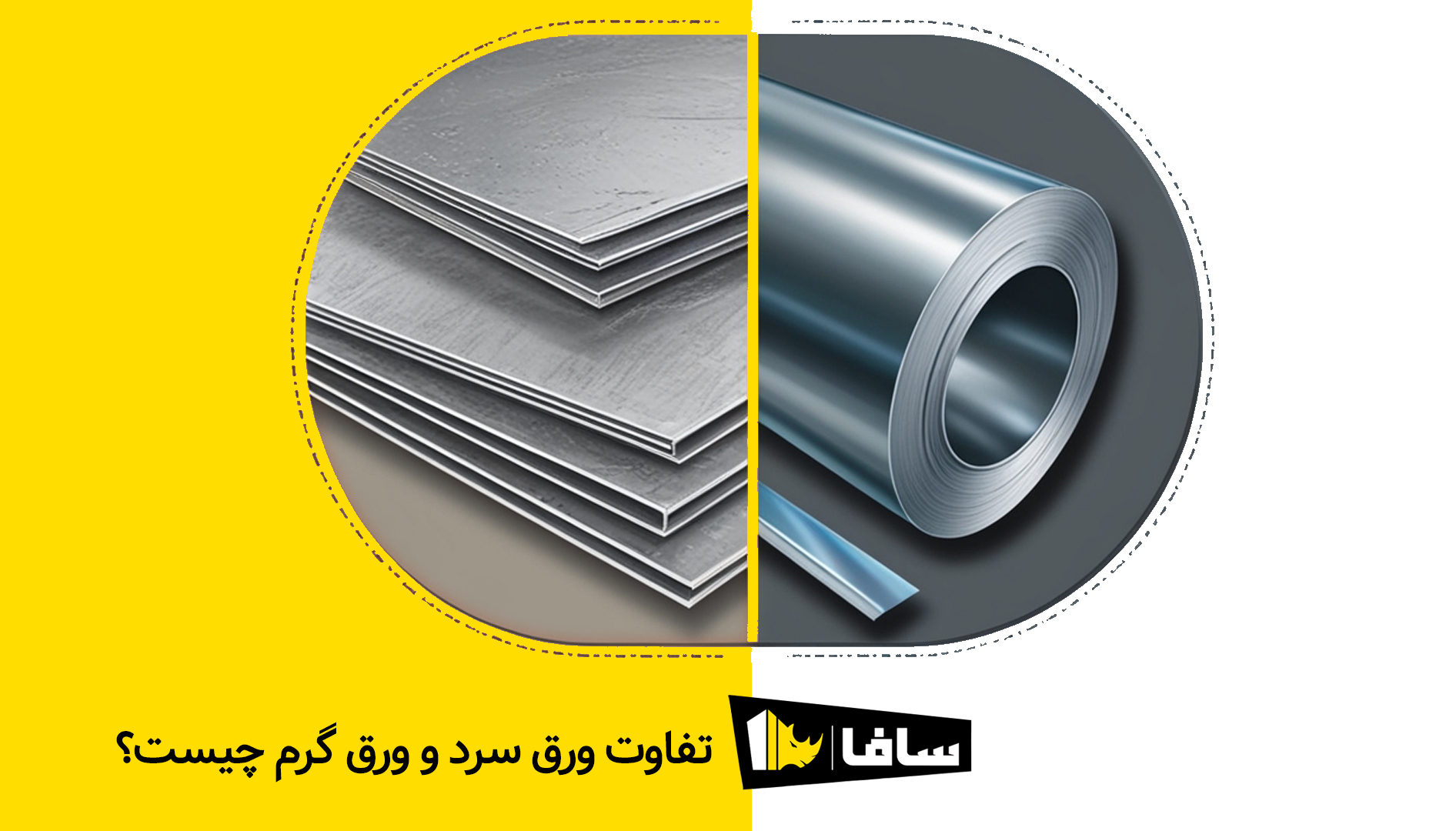
As you know, steel sheets are one of the most widely used raw materials in various industries. From construction and bridge building to the manufacture of all kinds of household appliances, car bodies, ships, industrial machinery, and all kinds of civil and industrial projects, the mark of these sheets can be seen in all corners of modern and contemporary life. However, among the vast array of steel products, two types of cold and hot rolled sheets hold a special place and are widely used in various industries.
In this latest article from the SAFA website, we intend to provide a comprehensive and scientific review of cold and hot rolled sheets. In this way, you will be able to choose the right one for your projects by fully understanding the differences, advantages, and applications of each.
Full Introduction to Cold Rolled Sheet
Cold rolled sheet, also known as Cold Sheet, is one of the most important and widely used types of steel sheet that is re-rolled at a temperature lower than the recrystallization temperature of steel after going through hot rolling stages. This process, known as cold rolling, increases the strength and hardness of the sheet and gives it a smooth and uniform surface. The low temperature in the cold rolling process and the production and manufacturing method of the sheets under special pressure are the main characteristics of cold rolled sheet production. These types of sheets have a smooth and polished surface and have excellent resistance, good cutting properties, and high paintability.
The fact that it is said that cold rolling is done at a low temperature actually means that the process temperature is around 300 to 400 degrees Celsius, and unlike the hot rolling process, which will be explained later, the shaping of the ingots and their conversion into sheets is done at a lower temperature. As a result of not using high heat, the manufacturing method and forming of cold rolled sheets are more complex and difficult, but the result is a smoother sheet with higher strength and resistance.
Advantages of Cold Rolled Sheet
If we want to mention the advantages of sheet production using the cold rolling method, we should refer to the most important features and capabilities that this sheet has, which are as follows:
- Good paintability and color variety of cold rolled sheets
- High variety in offering sheets with different and completely custom sizes
- Strength, resistance, and high tolerance of cold rolled sheets to shocks and stresses
- Uniform and smooth surface of cold rolled sheets
- High cutting and forming ability
- A more beautiful appearance and more delicacy and ideal for use in the construction of practical equipment
Applications of Cold Rolled Sheet
Today, cold rolled sheets have many applications in various manufacturing and construction industries and all kinds of civil and industrial projects. The main applications of cold rolled sheets include:
- Use in the construction of many industrial structures such as various steel halls, garages, and warehouses
- Manufacture of various metal panels and commonly used building parts
- Use and application of cold rolled sheets for the manufacture of household appliances such as refrigerators, freezers, washing machines, dishwashers, etc.
- Use of galvanized and painted cold rolled sheets for use in conditions that require rust resistance, such as roofs of halls and warehouses, etc.
Stages of Cold Rolled Sheet Production
Depending on the type of application, the type of customer orders, and other factors and parameters, the cold rolled sheet production process usually includes the following steps:
- Preparation: In this step, hot rolled sheets with high thickness are cut to the desired thickness for cold rolling.
- Pickling: To remove any impurities and dirt from the surface of the sheet, pickling is used.
- Cold rolling: The sheets are rolled between cold rollers and their thickness is gradually reduced.
- Annealing: In order to de-stress and increase the ductility of the sheet, it is placed at a high temperature.
- Oiling: To protect the sheet from corrosion and rust, its surface is covered with a thin layer of oil.
- Packaging: Cold rolled sheets are packaged in appropriate packaging for transportation after inspection and quality control.
Full Introduction to Hot Rolled Sheet
Hot rolled sheet, also known as black sheet or Hot Sheet, is another of the most famous and widely used steel sheets that is produced by a process called hot rolling. In fact, hot rolled sheet is a type of steel sheet that is rolled directly from hot-heated steel ingots at high temperatures (above the recrystallization temperature). This method has many differences with the method of sheet production using the cold rolling process. The most important difference, as can be found from the name of the process, is in the temperature of the different stages of sheet production.
In the hot rolled sheet production process, these sheets are passed through ovens with very high temperatures and are produced with a lot of heat. The production process of this type of sheet is such that the steel ingots enter the hot rolling production line and with an increase in temperature up to 1100 degrees Celsius, these ingots become significantly soft and flexible; then they pass through various rollers to reach the desired thickness. This process allows the hot rolled sheet to have high flexibility and ductility.
It should be noted that hot rolled sheets, in the hot rolling production process, due to the sudden heating and cooling of the ingots, which is one of the most basic operations in the hot rolling process, have a matte appearance and a rough texture. For this reason, hot rolled sheets are also known as "black sheets".
Advantages of Hot Rolled Sheet
If we want to mention the advantages of sheet production using the hot rolling method, we should refer to the most important features and capabilities that this sheet has, which are as follows:
- Hot rolled sheet has more ductility and flexibility and is easier to work with in the next stages of processing.
- Hot rolled sheet requires less processing and therefore has a lower price.
- For uses that do not require special finishing, it is very efficient and cost-effective.
- Hot rolled sheet has more ease in the welding process.
Applications of Hot Rolled Sheet
Today, hot rolled sheets have many applications in various manufacturing and construction industries and all kinds of different projects. The main applications of hot rolled sheets include:
- For the construction of various tanks and tankers, the manufacture of the body of machinery and special parts of cars and ships**
- For the construction of other steel sections, such as various types of building and industrial profiles**
- Manufacture of thick pipes for transporting oil and gas, water, sewage, etc.**
- Body of steam boilers and heat exchangers**
Stages of Hot Rolled Sheet Production
1. Melting: First, the extracted iron ore is melted in blast furnaces and converted into molten steel.
2. Casting: In the next step, the molten steel is poured into ingot molds and after they have cooled, they are turned into steel ingots.
3. Hot rolling: In the third step, the prepared steel ingots from the previous step process are heated in the furnace and slowly heated. Then they are placed between the strips of hot rolling rollers. This process, which is also known as the sizing process, continues until the final rolling and the hot rolled sheets reach the desired thickness and dimensions.
4. Cutting: After the completion of these steps, the hot rolled sheets are cut to the desired thickness and dimensions.
5. Packaging: Finally, the hot rolled sheets, after various inspections and approval by the quality control team, are packaged in appropriate packaging for transportation.
Comparison Table of Hot Rolled Sheet and Cold Rolled Sheet
|
Feature |
Hot Rolled Sheet |
Cold Rolled Sheet |
|
Production process |
Hot rolling at high temperature |
Cold rolling at low temperature |
|
Surface |
Rough and uneven |
Smooth and uniform |
|
Strength and hardness |
High |
Low |
|
Ductility |
Low |
High |
|
Price |
Low |
High |
|
Applications |
Appliances, car bodies, pipes and profiles |
Construction industries, tanks, steam boilers |
SAFA, the Best Supplier of Steel Products
SAFA Steel Products Manufacturing Company, by offering a variety of steel products in different thicknesses and dimensions, can meet all your needs and requirements. SAFA, with its high-quality and extremely durable products, makes the dream of realizing every one of your industrial and construction projects come true. To receive free consultation and more information about our products, you can contact the experienced experts of SAFA Steel Industries.

What are the reasons to purchase from Safa?
2024/08/11What are the reasons to purchase from Safa?
"Iran, our beloved homeland, is a leading steel producer in Asia and the Middle East, with production increasing annually. This growth is driven by Iran's rapid industrialization and urbanization. As construction and industrial projects proliferate, the demand for raw materials and building materials has surged. Meeting this market demand has become a primary challenge for manufacturers in recent years. Numerous companies and factories operate around the clock at full capacity to keep up with the increasing demand.
Among these industrial giants, Safa has consistently stood out over the past 52 years. By providing high-quality products and exceptional services to countless customers across the country, Safa has built a distinguished reputation. With the dedication of over 200 skilled experts and 12 active production lines, we have prioritized the highest quality standards. We are proud to be recognized as a leading steel producer.
Providing "ultimate quality" is Safa's specialty
Safa specializes in delivering the highest quality. Our team of experts is committed to using the latest technologies and global standards to create products that are built to last.
Customer satisfaction is everything
Customer satisfaction is at the heart of everything we do at Safa. With over 52 years of experience, we have a deep understanding of our customers' needs. We are dedicated to providing products and services that perfectly align with your project requirements.
The future is inspired by the past
We believe that our future success is rooted in the lessons we've learned from our past experiences. Every step we take, from understanding our customers' needs to the final stages of production, is guided by the valuable insights we've gained over the years.
Building for the future
We believe in building for the future. What stands the test of time? Not everything can withstand the passage of time, as the world is constantly evolving. To create something truly enduring, we must lay a strong foundation today.
With over half a century of experience and the latest technology, Safa offers durability and longevity. Your structures, built with our steel, will stand the test of time. We are the creators of lasting structures for the future.
Safa: Creating enduring structures
By offering high-quality steel products that meet global standards, Safa empowers you to realize your dreams. With Safa, you can bring your vision to life. Our steel products allow you to create strong and durable structures that are built for both today and tomorrow. With over half a century of experience, Safa guarantees structures that are both aesthetically pleasing and structurally sound. By choosing Safa, you are investing in a bright and sustainable future for your project."